Introduction – Importance of Cost Analysis
The Custom Handbag Manufacturing Process
- Design & Prototyping
- Material Sourcing
- Cutting & Pre-production
- Sewing & Assembly
- Finishing & Quality Control
Breakdown of Material Costs
- Leather and Fabric Selection (Premium vs Synthetic)
- Hardware and Accessories
- Packaging and Branding Materials
Labor and Overhead Costs
- Skilled Labor and Regional Differences
- Rising Wages in China vs Alternatives
- Factory Overheads (Rent, Equipment, Utilities)
Additional Customization Expenses
- Prototype and Sampling Fees
- Minimum Order Quantity (MOQ) and Unit Cost
Shipping, Tariffs, and Distribution Costs
Pricing Strategies and Profit Margins
Data and Case Study Insights
- Real Cost Example (Designer Bag Breakdown)
- Industry Benchmarks and Statistics
Strategies to Optimize Costs and Boost Profitability
Conclusion
FAQs
Understanding Handbag Manufacturing Cost: Unlocking Profitability
Introduction – Importance of Cost Analysis
Ever wondered why some handbags are so expensive to make? Or how a simple tote can cost the manufacturer more than a few dollars in materials? Understanding all the components that go into production is key to unlocking profits. When buyers (like you) have a clear grasp of each cost factor – from materials and labor to shipping and tariffs – you can make smarter decisions and negotiations. In a diverse handbag market (from luxury to budget), knowing where your money goes means you can offer better pricing or boost margins.
Breaking down the handbag cost is like dissecting a recipe: each ingredient and step adds flavor (or expense) to the final product. Whether you’re ordering 100 custom bags or 10,000, every stage has a price tag. Let’s unpack the process step by step, with real data to guide the way.
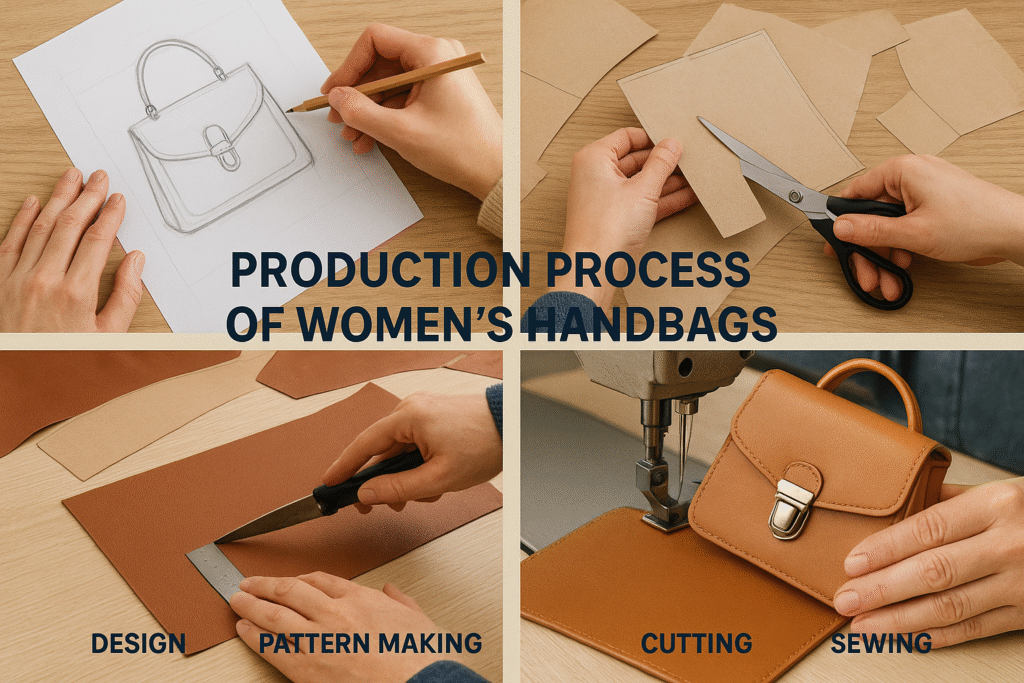
The Custom Handbag Manufacturing Process
Manufacturing a custom handbag is a journey from idea to finished product. The process typically follows these stages:
- Design & Prototyping: You work with designers to finalize the look and specifications. A professional designer’s fee can range from a few hundred to a couple thousand dollars per collection. Once the design is set, a prototype (sample) is made – often costing $500–$1,000 including materials and labor. This ensures the bag meets your vision before mass production.
- Material Sourcing: Next, you (or your supplier) select the raw materials. High-quality Italian leather can cost tens of dollars per square foot, while synthetic leather or cotton fabrics are cheaper. For example, a high-quality leather tote might add ~$50 to the cost, versus ~$20 with synthetic materials. You choose leathers, fabrics, linings, zippers, and hardware, balancing quality versus budget.
- Cutting & Pre-production: Skilled workers or machines cut the leather and fabric pieces according to patterns. Automated cutters are fast but expensive to set up, whereas hand cutting is labor-intensive. Precise cutting minimizes waste and improves quality (and cost efficiency).
- Sewing & Assembly: Artisans sew the cut pieces together. Heavy-duty stitching (especially on stress points) costs more time and labor. A hand-stitched leather clutch might cost $50 to produce in a high-wage region, but only $20 in a lower-cost country (for the same design, assuming large quantities). Quality sewing machines (lockstitch, overlock) also affect speed and durability.
- Finishing & Quality Control: Final touches include edge painting, polishing hardware, adding lining, labels, and performing quality checks. These details may seem small, but they ensure the bag’s durability and look. This stage also catches any defects, avoiding waste. In a way, finishing touches are the final coat of polish – and every spritz of polish has a price.
Each of these steps can be more complex depending on the bag’s style. Structured bags with frames and multiple compartments require more cutting precision and reinforcing than a simple pouch. Semi-structured designs add some shaping, while soft totes are the easiest to assemble. Think of it like building houses of different architectures – the fancy mansion (structured bag) needs more work than a basic cabin (soft tote).
Breakdown of Material Costs
Materials are often the biggest chunk of cost. Let’s look closer:
- Leather and Fabric Selection: The choice between natural leather and synthetic materials dramatically shifts costs. Top-grain or exotic leathers (with natural grain and durability) give a luxury feel but carry a premium price. By contrast, split leather or PU/Vinyl offers a leather-like look for less money. For instance, using premium calfskin might cost $50 per bag, whereas faux leather could be $20. Designers also consider texture and color – exotic skins (crocodile, snakeskin) spike the price even higher. As an analogy, it’s like choosing between caviar and fish sticks – one costs way more, but the end tastes very different.
- Hardware and Accessories: Every zipper, buckle, clasp and logo adds cost. High-quality metal hardware (YKK zippers, brass buckles) is smooth and durable, but costs more. Branded or custom-designed hardware can increase cost by $10–$20 or more per bag. Even the type of metal plating (gold, chrome) matters: thicker plating resists wear but is pricier. In short, going “bling” on hardware can make the bag luxurious, but expect to pay for that shine.
- Stitching, Glue, and Small Parts: Don’t forget threads, adhesives, and reinforcements. Heavy-duty threads for durable seams cost more than basic thread. Specialized adhesives ensure parts stay put – cheap glue can cause peeling. These might add a few dollars per bag, but they affect product quality.
- Packaging and Branding Materials: Once the bag is made, how is it presented? Custom dust bags, branded tags, and gift boxes contribute too. Eco-friendly or embellished packaging might add $2–$5 per bag. It’s a bit like wrapping a gift – nicer wrap makes the unwrapping experience better, but raises the bill.
To summarize material costs: a single bag might have $30–$50 in leather, $5–$15 in linings and hardware, plus a few dollars for smaller parts. Of course, luxury fashion brands sometimes spend way more on each component, but for custom wholesale, buyers often stick to mid-range materials to balance cost and quality.

Labor and Overhead Costs
After materials, labor is the next big item. Skilled artisans are needed to transform raw materials into a finished bag.
- Skilled Labor and Regional Differences: Labor costs vary widely by region. Western European factories and Japanese workshops pay high wages – stitching a bag there can cost $40–$60 in labor alone. In contrast, many handbag factories in China, Vietnam, or Southeast Asia charge much less per unit because hourly wages are lower. For example, hand-stitching a leather clutch might cost around $50 in a high-wage country, but only $20 in a lower-cost region. However, lower cost sometimes means longer lead times or quality trade-offs.
- Many custom buyers start in China for its expertise and infrastructure, but it’s important to remember that Chinese labor costs are rising. In fact, recent years have seen wage hikes and higher factory rents in China. As a result, some manufacturers move operations to even cheaper locales like Cambodia or inland provinces. The choice of factory size also matters: larger factories have higher management overhead but better quality control, while small workshops have lower overhead but can struggle with consistency.
- Rhetorical Question: So, should you always pick the cheapest country? Not necessarily. It’s like choosing a tour guide – a cheap one may skip the best sights. If you’re ordering high-quality custom bags, paying a bit more for better craftsmanship can avoid costly defects. Always weigh price against reliability.
- Factory Overheads (Rent, Equipment, Utilities): Beyond wages, factories have fixed costs. Big facilities must pay for rent, electricity, and machines. In metropolitan areas like Guangzhou or Dongguan, rent and utilities can be significant. These overheads are spread over all units produced – the more you order, the lower the per-bag share of overhead (economies of scale). Small runs mean each bag carries a bigger slice of those fixed costs. It’s similar to printing: printing 100 books costs more per book than printing 10,000, because setup and design costs get spread out.
In short, when analyzing quotes, remember: labor + overhead often adds up to 30–50% of the total cost, depending on order size and factory location.
Additional Customization Expenses
Custom products come with some extra fees:
- Prototype and Sampling Fees: Before mass production, a sample bag is made. This prototype might cost $500–$1,000 on its own. Why so high? It covers material costs (you buy full pieces), the labor to make just one sample, and any pattern adjustments. If the first sample isn’t perfect, revisions mean more charges. As a buyer, plan for one or two sample rounds. Think of it like hiring a baker: one test cake can cost as much as several real orders.
- Minimum Order Quantity (MOQ): Most factories require a minimum number of units (often 100+ bags) for a custom order. Because setup costs are high, MOQ ensures the factory can profit. The exact MOQ (and unit price) depend on complexity and materials. If you want only 50 bags, expect a higher cost per bag, as the factory must cover overhead with fewer units. Some buyers negotiate MOQs or pay a premium fee for smaller batches.
Ultimately, custom buyers should include these “one-time” costs in their budgeting. If a prototype costs $800, spreading that over 500 units adds $1.60 per bag. It’s small per unit, but forgetting it could mean miscalculating your cost.
Shipping, Tariffs, and Distribution Costs
After making the bags, getting them to market adds more expense. Shipping international orders involves freight costs, customs duties, and more. For example, air shipping is fast but expensive – shipping 100 handbags by air could cost around $700, whereas sea freight might only be $200 (though it takes weeks longer).
Tariffs are another factor. Trade disputes (like recent China-US tariffs) have increased import duties on some products. If you sell to the US or EU, check current tariffs for leather goods; they can add a percentage of the value to each bag.
Domestic shipping and distribution (to your warehouses or retailers) also count. Many wholesalers factor in a “logistics markup”. Remember: the cheapest FOB (Free On Board) price at the factory doesn’t include these extra costs. It’s wise to calculate landed cost (FOB plus shipping plus import fees) to see the full picture.
Pricing Strategies and Profit Margins
All these costs lead up to your price setting. Typically, manufacturers (wholesalers) sell to retailers with a markup, and retailers sell to consumers with another markup. For example, a bag costing $20 to manufacture (materials + labor + overhead) might sell for $40 wholesale, then $80 retail.
- Wholesale vs Retail Pricing: Wholesalers often double or triple the cost. Retailers may double the wholesale price. These are general rules of thumb. The key is: to stay competitive, your total price (cost + profit margin) must fit your market segment. Custom buyers should align target pricing early – communicate your desired retail price to the factory. A good manufacturer might then suggest cost adjustments (simpler materials, higher MOQ) to meet that price.
- Profit Margins: How big a slice do you take? Profit margin is usually expressed as a percentage of selling price. For handbags, it varies by tier. One industry analysis notes that luxury, hand-made handbags can carry margins around 15–30%, whereas mid-tier fashion bags might be around 10–20%. These numbers encompass all overhead and desired profit. For instance, if a handmade leather bag costs you $70 to produce (all costs included), selling it for $100 yields a 30% margin. A mid-range bag costing $30 might retail at $40 for a 25% margin.
As a wholesale buyer, you want to ensure your margins cover both costs and growth. Always plan a cushion for unexpected costs. A good motto: “Price for the customer, cost for the manufacturer, profit for the brand.” That balance is what drives long-term success
Data and Case Study Insights
Numbers help make this concrete. For example, entrepreneur Nick Pegai dissected a custom “Helen” crossbody bag and found its real costs: it used ~4 square feet of top-quality Togo leather and 3 sq ft lining. The leather alone ran about $75. Assembly (work, hardware) cost about $65. Total manufacturing cost: $140 for a fully high-end bag. If this bag retailed at $400, the gross margin would be around 65%.
For another perspective, no-brand bulk production: one industry guide notes a high-quality leather tote could have $50 in leather and $20 in synthetic fill, hardware might add another $10–$20, labor could add $20–$30, and packaging/shipping a few dollars each. This sums to roughly $100–$120 per bag at low MOQ. Of course, costs drop as orders rise.
These examples show how costs stack up. Keep these figures in mind when you get factory quotes – does $8 material + $5 labor + $2 packaging = $15 bag cost? If a quote seems too low, something may be cut corners; if it seems too high, you might negotiate on materials or design.
Strategies to Optimize Costs and Boost Profitability
Now that we’ve dissected the costs, how can you save money and increase profit?
- Order in Bulk: Larger orders reduce per-bag labor and overhead. If you can predict demand, negotiating a bigger MOQ might lower unit price.
- Simplify Design: Every extra zipper, pocket, or color variation adds complexity. A simpler design lowers cutting and sewing time. Consider which features are essential, and trim the rest.
- Choose Materials Wisely: Balance quality with price. If $50 leather isn’t critical, consider a high-grade synthetic or split leather. For accessories, standard hardware (vs. custom logos) cuts costs.
- Negotiate with Multiple Factories: Don’t settle on the first quote. Compare Chinese factories, but also look at Vietnam, Cambodia, or local options. Each has pros/cons in cost vs. quality.
- Communicate Clearly: Provide detailed tech packs and target prices. As the JD Handbag Factory notes, open communication helps find solutions – factories may suggest cost-saving tweaks once they know your goals.
- Streamline Shipping: Consolidate shipments and use sea freight for large volumes when possible. Also explore local warehousing to reduce shipping legs.
- Continuous Improvement: Track defects and returns. Reducing waste (for example, by improving cutting efficiency or batch testing materials) can save up to 10-15% of cost by cutting rework and scrap.
In essence, treating manufacturing like a partnership with the factory, rather than just a one-way transaction, can yield ideas on cutting costs without sacrificing quality.



